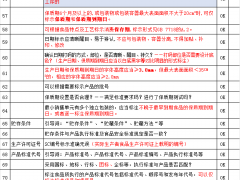
- 预包装食品标签及包装合规性审核要素表(2025新标版)
0评论2025-05-30
食品生产车间班组标准化建设实施方案,食品生产车间基层管理者看过来!
为实现食品生产车间班组工作科学化、民主化、制度化、规范化,打造高凝聚力、强战斗力的基层团队,严格遵循食品行业标准与公司双基管理要求,制定本方案。……(世界食品网-www.shijieshipin.com)
2025-05-30336
网红提拉米苏中毒,烘焙企业如何确保食品安全?
近日,安徽省亳州市蒙城县发生的一起网红提拉米苏中毒事件,引发了社会各界的广泛关注。众多消费者在食用当地一家网红流动摊贩出售的提拉米苏后,出现高烧、腹泻、呕吐等身体不适症状。目前,相关部门已成立工作专班,涉事食品也已送检。……(世界食品网-www.shijieshipin.com)
2025-05-30338
精益供应链管理基础知识讲解,很全面!
供应链实际上是由所有加盟的节点企业(或企业单位)组成,其中一般有一个核心企业,节点企业(或企业单位)在需求信息的驱动下,通过供应链的职能(制造、转运、分销、零售等)分工与合作实现整个供应链的不断增值。……(世界食品网-www.shijieshipin.com)
2025-05-30839
AI智能为食品链赋能
在科技飞速发展的当下,AI智能正以一种前所未有的姿态融入食品链的各个环节,为其带来了全方位的变革与升级。从研发、生产,到供应和营销,AI智能的身影无处不在,成为推动食品行业创新发展的关键力量。……(世界食品网-www.shijieshipin.com)
2025-05-29467
食品企业生产控制程序
为确保食品企业生产和服务提供过程处于严格受控状态,有效预防食品安全风险,保障产品质量符合相关标准和法规要求,特制定本程序。……(世界食品网-www.shijieshipin.com)
2025-05-29859
食品安全管理员制度
坚持“预防为主、风险管理、全程控制、社会共治”原则,食品安全管理员依法依规独立行使职权,不受其他部门或个人干涉,确保食品安全管理工作的有效性和权威性 。……(世界食品网-www.shijieshipin.com)
2025-05-29265
新规征求意见 | 餐饮连锁企业食品安全主体责任或再压实
2025年5月26日,市场监管总局就《餐饮服务连锁企业落实食品安全主体责任监督管理规定(征求意见稿)》(以下简称“《意见稿》”)公开征求意见,意见反馈截止日期为2025年6月27日。食品伙伴网梳理了《意见稿》主要内容,供行业参考。……(世界食品网-www.shijieshipin.com)
2025-05-29940